marcus2529
New member
Hi gents,
In the last week or so I've been busy using different adhesives, different methods and such in preparation to test them to see how they break.
Acrylic Specs:
Plexiglas GS (cell cast acrylic)
Each piece measured 150mm x 100mm x 12mm.
Adhesives Specs:
1. AcriBond 105 (comparable to WeldOn 4) - Water thin, solvent adhesive.
2. AcriFix 192 - Thick, UV cured adhesive.
3. AcriBond 372 - Semi thick, 2 part structural adhesive.
Methods Used:
1. AB 105 - Capillary method, Pins method.
2. AF 192 - 4° Chamfer method (video in my above post).
3. AL 372 - 4° Chamfer method.
Trial Used:
All pieces were joined together at 90° angles using their respective methods.
All pieces given (a lot more in most cases) triple their required curing time.
Pieces had holes drilled in each panel. This allowed the acrylic angles to be attached to a hang weight scale, and then to a metal bar that was attached to our forklift.
The forklift then pushed down on the bar, applying force in an effort to record how much weight would be needed to break the join. Here are the results.
1. AB 105 - Capillary method - taken to 95kgs, join broke.
2. AB 105 - Pins method - taken to 150kgs, join did NOT break.
3. AF 192 - 4° - taken to 150kgs, join did NOT break.
4. AL 372 - 4° - taken to 150kgs, join did NOT break.
I think it's clear to say the the capillary was the least strongest of the joins. I wouldn't build a tank using this, but possibly could be used for sump baffles and such. The AcriFix 192, whilst given great join strength, was was to thick and took to long to join. Could be suitable elsewhere, as long as UV cured (either using lights or the sun). The AB 105/Pins gave great results, but personally I'm not sold on (myself) being able to build a tank using this. It's messy and honestly (to me) a pain in the butt to use. I know there's a trick to it, and I can get it pretty close to perfect, but for the outer of a tank I don't think it's for me.
The clear winner, in my experience, would be the AcriBond 372. It's a 2 part mix that also comes with a gun (much like a silicone gun but smaller) and a self mixing applicator nozzle. As I have a lot of experience with using a silicone gun, it almost seemed like second nature. The adhesive is not super thick so it flows well and is easy to manage. Much like silicone, when used proper it leaves a nice looking join. I only saw cut the 4° and did not sand it and it still gave perfect results. My next purchase will be a router bit for our CNC so I can cut it out on that for a small tank trial.
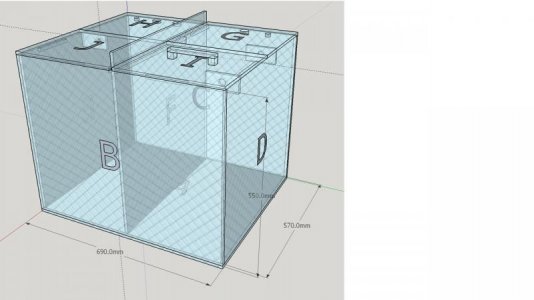
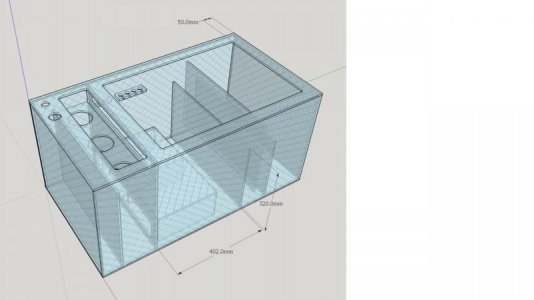
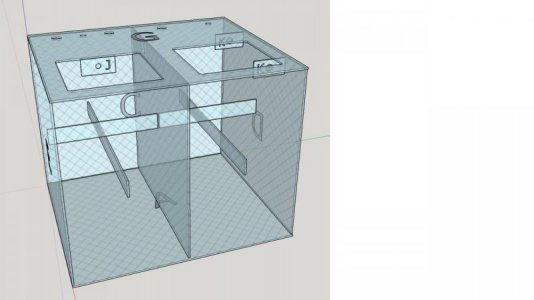
So there we are. A pretty simple trial that gave clear, unbiased results on a few different adhesives and methods. As mentioned, I plan on designing a small tank and using the AcriFix 372 / 4° method and taking everything from there.
When I can, I'm going to try and put them in our hydraulic press and see what happens. I'll report back when I've dont this.
What do you all think of the results/tests?
I still have all the pieces, if you can think of something to test differently - let me know and I'll give it a go.
In the last week or so I've been busy using different adhesives, different methods and such in preparation to test them to see how they break.
Acrylic Specs:
Plexiglas GS (cell cast acrylic)
Each piece measured 150mm x 100mm x 12mm.
Adhesives Specs:
1. AcriBond 105 (comparable to WeldOn 4) - Water thin, solvent adhesive.
2. AcriFix 192 - Thick, UV cured adhesive.
3. AcriBond 372 - Semi thick, 2 part structural adhesive.
Methods Used:
1. AB 105 - Capillary method, Pins method.
2. AF 192 - 4° Chamfer method (video in my above post).
3. AL 372 - 4° Chamfer method.
Trial Used:
All pieces were joined together at 90° angles using their respective methods.
All pieces given (a lot more in most cases) triple their required curing time.
Pieces had holes drilled in each panel. This allowed the acrylic angles to be attached to a hang weight scale, and then to a metal bar that was attached to our forklift.
The forklift then pushed down on the bar, applying force in an effort to record how much weight would be needed to break the join. Here are the results.
1. AB 105 - Capillary method - taken to 95kgs, join broke.
2. AB 105 - Pins method - taken to 150kgs, join did NOT break.
3. AF 192 - 4° - taken to 150kgs, join did NOT break.
4. AL 372 - 4° - taken to 150kgs, join did NOT break.
I think it's clear to say the the capillary was the least strongest of the joins. I wouldn't build a tank using this, but possibly could be used for sump baffles and such. The AcriFix 192, whilst given great join strength, was was to thick and took to long to join. Could be suitable elsewhere, as long as UV cured (either using lights or the sun). The AB 105/Pins gave great results, but personally I'm not sold on (myself) being able to build a tank using this. It's messy and honestly (to me) a pain in the butt to use. I know there's a trick to it, and I can get it pretty close to perfect, but for the outer of a tank I don't think it's for me.
The clear winner, in my experience, would be the AcriBond 372. It's a 2 part mix that also comes with a gun (much like a silicone gun but smaller) and a self mixing applicator nozzle. As I have a lot of experience with using a silicone gun, it almost seemed like second nature. The adhesive is not super thick so it flows well and is easy to manage. Much like silicone, when used proper it leaves a nice looking join. I only saw cut the 4° and did not sand it and it still gave perfect results. My next purchase will be a router bit for our CNC so I can cut it out on that for a small tank trial.
So there we are. A pretty simple trial that gave clear, unbiased results on a few different adhesives and methods. As mentioned, I plan on designing a small tank and using the AcriFix 372 / 4° method and taking everything from there.
When I can, I'm going to try and put them in our hydraulic press and see what happens. I'll report back when I've dont this.
What do you all think of the results/tests?
I still have all the pieces, if you can think of something to test differently - let me know and I'll give it a go.